The 25 LPH (Liters Per Hour) Reverse Osmosis (RO) System is an advanced water purification solution designed to deliver clean, safe, and tasty drinking water for both homes and commercial settings.
High Capacity : Processes and purifies up to 25 liters of water per hour, suitable for settings with high water consumption needs.
Multi-stage Purification : The system uses a series of filtration processes. It starts with a sediment filter that captures larger particles like dirt and sand, followed by an activated carbon filter that absorbs chlorine, organic contaminants, and unpleasant odors.
Automated Operations : The system is equipped with sensors that automatically control the purification process. It starts and stops based on the water storage level, ensuring there's always purified water on-demand.
Storage Facility : Comes with a built-in storage tank that stores purified water, ensuring availability even during power outages or periods of high demand.


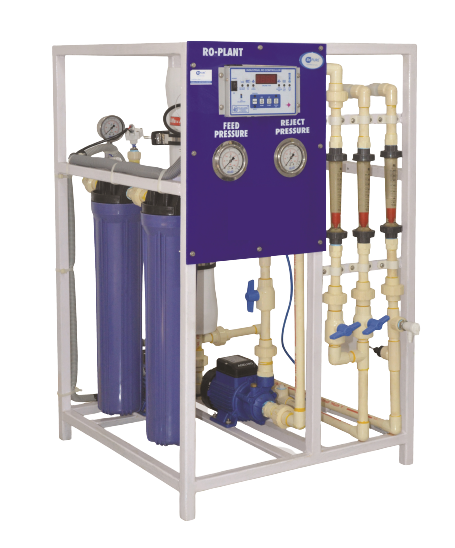
Experience unparalleled purity and volume with our cutting-edge 50 LPH RO Water Purification System.
High-volume Filtration : With a robust capacity of 50 liters per hour, this unit is primed for settings that require substantial water quantities, such as offices, schools, cafes, and small factories.
Advanced Multi-stage Purification : Initiated by a sediment filter to seize visible contaminants, the water is then ushered through an activated carbon filter for organic matter and odor absorption.
Filtration Rate : 50 liters/hour
Storage Capacity : Specific volume, e.g, 20 liters
Elevate your water purification process with our innovative Dual Filtration System, a harmony of advanced technologies designed to deliver pristine water quality without compromise.
Two-Stage Purity : This system incorporates two distinct filtration stages, each targeting specific impurities to ensure comprehensive water purification.
Stage 1 – Sediment Filter : Effectively traps larger particles like sand, silt, and rust, preventing them from entering subsequent purification stages and preserving the longevity of the system.
Stage 2 – Activated Carbon Filter : This stage absorbs chlorine, organic chemicals, pesticides, and removes bad odors and taste, resulting in crystal clear, odor-free water with a refreshing taste.
Specific rate : Specific volume, e.g, 2 liters/minute


Unveiling our premier Softener Plant, a breakthrough in water treatment technology. Expertly engineered to address the challenges of hard water, this system transforms your water supply, enhancing its quality and prolonging the life of your appliances.
Effective Hardness Removal : Utilizing ion-exchange resins, the Softener Plant replaces calcium and magnesium ions – the primary culprits of water hardness – with sodium ions, ensuring soft water output.
Protects Appliances and Pipelines : Softened water prevents scale buildup in pipelines, heaters, and appliances, ensuring optimal performance and reducing maintenance costs.
Enhanced Lathering : Experience better lathering with soaps and detergents, leading to efficient cleaning and luxurious baths.
Economical Operation : The plant boasts a high resin lifespan, ensuring long intervals between regeneration processes, thereby saving on salt and water costs.
Presenting our state-of-the-art Stainless Steel RO Plant, a pinnacle of precision engineering, robustness, and advanced water purification technology. Seamlessly integrating form and function, this RO system ensures that your water quality is consistently impeccable.
High-grade Stainless Steel Construction : Crafted with premium stainless steel, the plant boasts resistance against corrosion, ensuring longevity and robustness in various environments, from high humidity to saline conditions.
Advanced RO Filtration : Harnessing reverse osmosis technology, the system effectively removes up to 99.9% of contaminants, including bacteria, viruses, heavy metals, and dissolved salts, delivering pure, safe water.
High Flow Rates : Designed to cater to extensive water demands, be it commercial establishments, industries, or large residences.
Purification Capacity : Specific volume, e.g, 1000 liters/hour


Discover unparalleled water purification with our Demineralizer (DM) Plant – your gateway to ultra-pure water. Masterfully designed to remove mineral ions through ion-exchange processes, this plant guarantees water of the highest quality, perfectly tailored for industries requiring stringent water purity standards.
Advanced Ion-Exchange Process : Our DM Plant employs a combination of cationic and anionic resin beds, effectively eliminating both positively and negatively charged ions to produce demineralized water.
Premium Quality Output : Engineered to cater to industries such as pharmaceuticals, food processing, and electronics manufacturing, our plant delivers water that adheres to the strictest purity benchmarks.
Streamlined Design : A compact footprint allows for easy integration into varied spaces, while robust construction promises durability in even the most demanding environments.
Demineralization Capacity : Specific volume, e.g, 1000 liters/hour
Designed to deliver unrivaled water quality, this system harnesses the power of advanced membrane technology to eliminate contaminants and deliver pure, safe water, meeting the demands of various industries and large-scale applications.
Advanced RO Technology : By forcing water through a semi-permeable membrane, our RO Plant effectively filters out up to 99.9% of contaminants, including bacteria, viruses, heavy metals, and dissolved salts.
High Throughput : Engineered for optimal flow rates, the system is adept at catering to large-scale water demands, ensuring consistent output quality round the clock.
Durable Construction : Robust materials and superior craftsmanship guarantee that the plant stands up to the rigors of continuous operation, ensuring longevity and reliable performance.
Purification Capacity : Specific volume, e.g, 10,000 liters/hour


Elevate your water purification experience with our advanced RO System featuring a Mixed Bed. This integrated solution harnesses the power of reverse osmosis, combined with the precision of mixed bed deionization, delivering unparalleled purity suitable for the most stringent applications.
Dual Purification : The system initiates purification with the RO process, effectively removing up to 99.9% of large contaminants. This is followed by the Mixed Bed, which further polishes the water, eliminating minute ionic impurities.
Optimal Water Quality : Ideal for applications requiring ultra-pure water, such as laboratories, pharmaceuticals, and high-tech industries.
High Efficiency : The synergy between RO and Mixed Bed ensures minimal total dissolved solids (TDS) in the output, offering consistently high-quality water.
Purification Capacity : Specific volume, e.g, 3000 liters/hour
Step into the realm of high-performance containment with our Mild Steel Pressure Vessel. Engineered for durability and efficiency, this vessel is a testament to robust design and unparalleled craftsmanship, ideal for a multitude of industrial applications requiring safe and secure containment under pressure.
Robust Construction : Made from premium-grade mild steel, this pressure vessel offers exemplary strength and durability, standing up to the rigors of constant high-pressure operations.
Optimized Design : Its design facilitates even distribution of pressure, reducing the risk of localized stress points and ensuring long-lasting performance.
Corrosion Resistance : The vessel is treated with specialized coatings that resist corrosion, ensuring its longevity and consistent performance in various operational environments.
Capacity : Specific volume, e.g., 500 liters


Introducing our Mixed Bed Plant – the epitome of precision water purification. By blending cationic and anionic resins in a single vessel, this advanced system delivers exceptionally pure water, making it indispensable for industries where the highest standards of water purity are a prerequisite.
Superior Ion Exchange Process : Our Mixed Bed Plant employs a combination of both cationic and anionic resin beads in a singular vessel. This ensures that both positively and negatively charged ions are effectively exchanged and removed from the water.
Ultra-Pure Output : The Mix Bed is designed for applications that demand water of the utmost purity. This makes it especially suitable for sectors such as pharmaceuticals, cosmetics, and high-tech electronics manufacturing.
Efficient Regeneration System : Built with an optimized regeneration process, our plant ensures consistent water quality with minimal downtime, enhancing the resin's lifespan and overall system efficiency.
Experience pure, crystal-clear, and safe drinking water with our cutting-edge RO Drinking Water Plant. Engineered to meet the highest standards of potability, this system transforms everyday tap water into a refreshing oasis, ensuring health and wellness for all its consumers.
Optimal Purification : Leveraging advanced reverse osmosis membrane technology, our plant effectively filters out up to 99.9% of contaminants, including bacteria, viruses, heavy metals, and dissolved salts, ensuring water that's not just pure but also healthful.
Designed for Consumption : Every aspect of this plant prioritizes human health, delivering water that's free from harmful impurities and perfectly balanced for taste.
High Output Capacity : Crafted to cater to large communities, institutions, or commercial needs, our RO plant guarantees a steady supply of fresh drinking water at all times.
Purification Capacity : Specific volume, e.g, 5000 liters/hour